
Essentiel









Mouvement prêt pour l'emboîtage.

La face cachée du mouvement, sous le cadran. J'ai dessiné le mécanisme de mise à l'heure de manière à ce qu'aucun renvois ne tourne inutilement durant la marche de la montre.

Sur chaque platine le logo et le numéro de série est gravé à la main du côté cadran

Le logo représente un F et un P adossés

Usinage du balancier

Balancier terminé assemblé

Le balancier assemblé au coq

Mise d'épaisseur des aiguilles sur le tour

Après l'usinage, l'aiguille doit être maintenue pour ne pas se déformer lors de la trempe

Polissage de l'aiguille sur deux niveaux

Reprise du canon de l'aiguille avec un "arbre lisse" sur le tour à pivoter

Bleuissage de l'aiguille à la lampe à alcool

Une seule aiguille nécessite plusieurs jours de travail minutieux
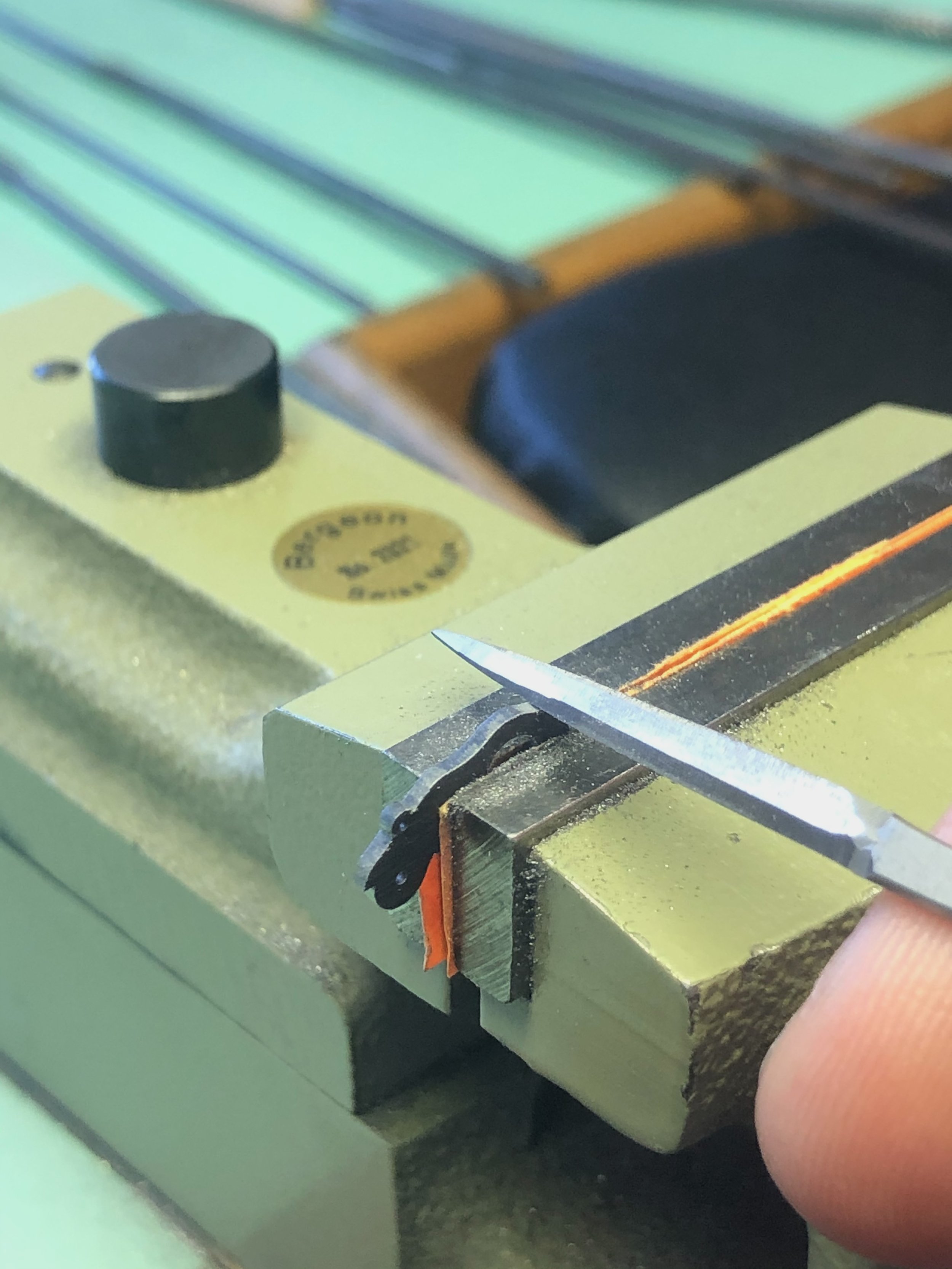
Après avoir découpé la forme à la scie, le contour de la bascule du remontoir est repris à la lime
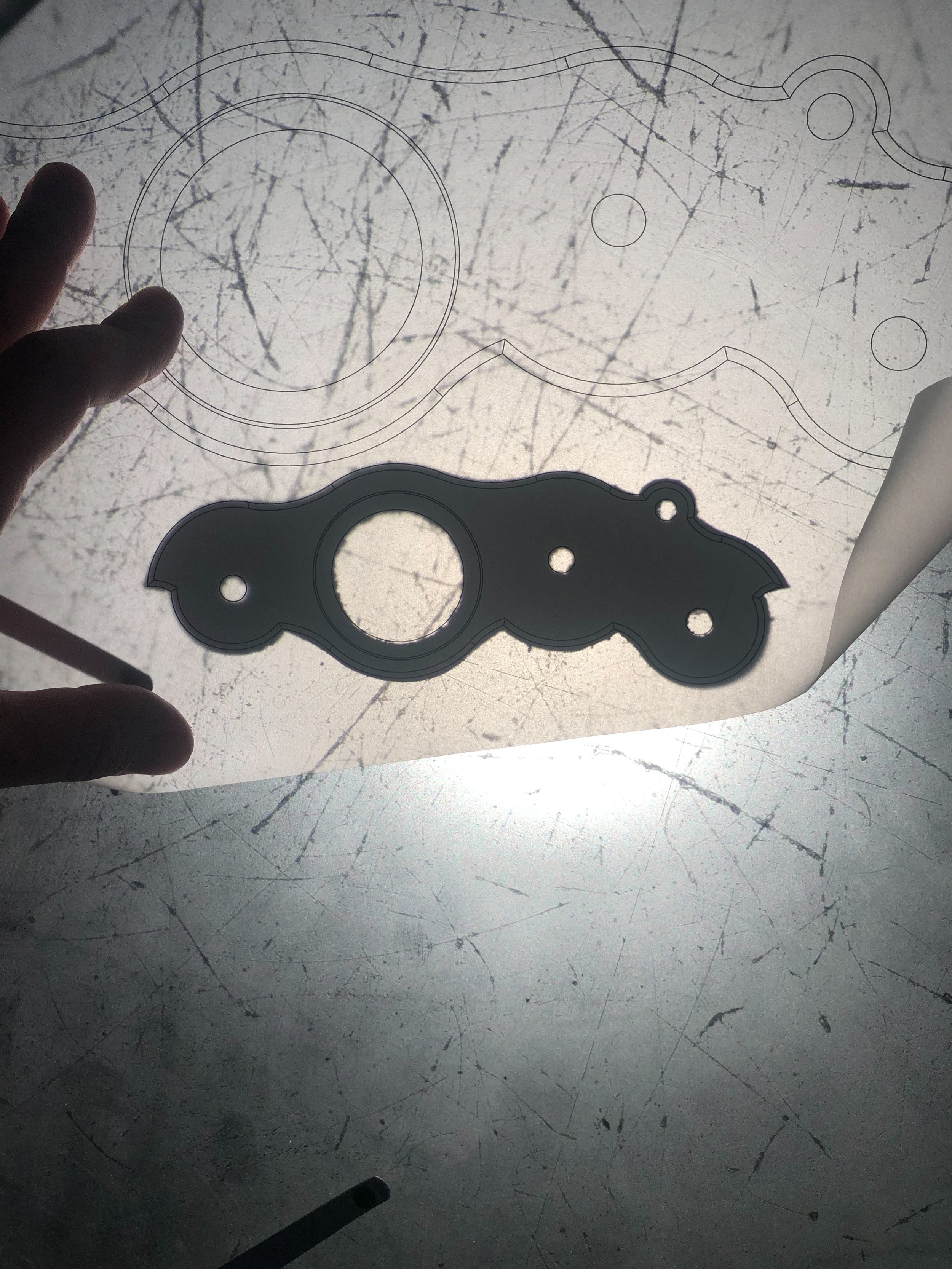
contrôle de la forme en agrandissant au projecteur de profil

Une fois la forme correcte obtenue, trempe et revenu
Usinage du barillet en maillechort au tour

Une fois les dents taillées on peut tronçonner la pièce
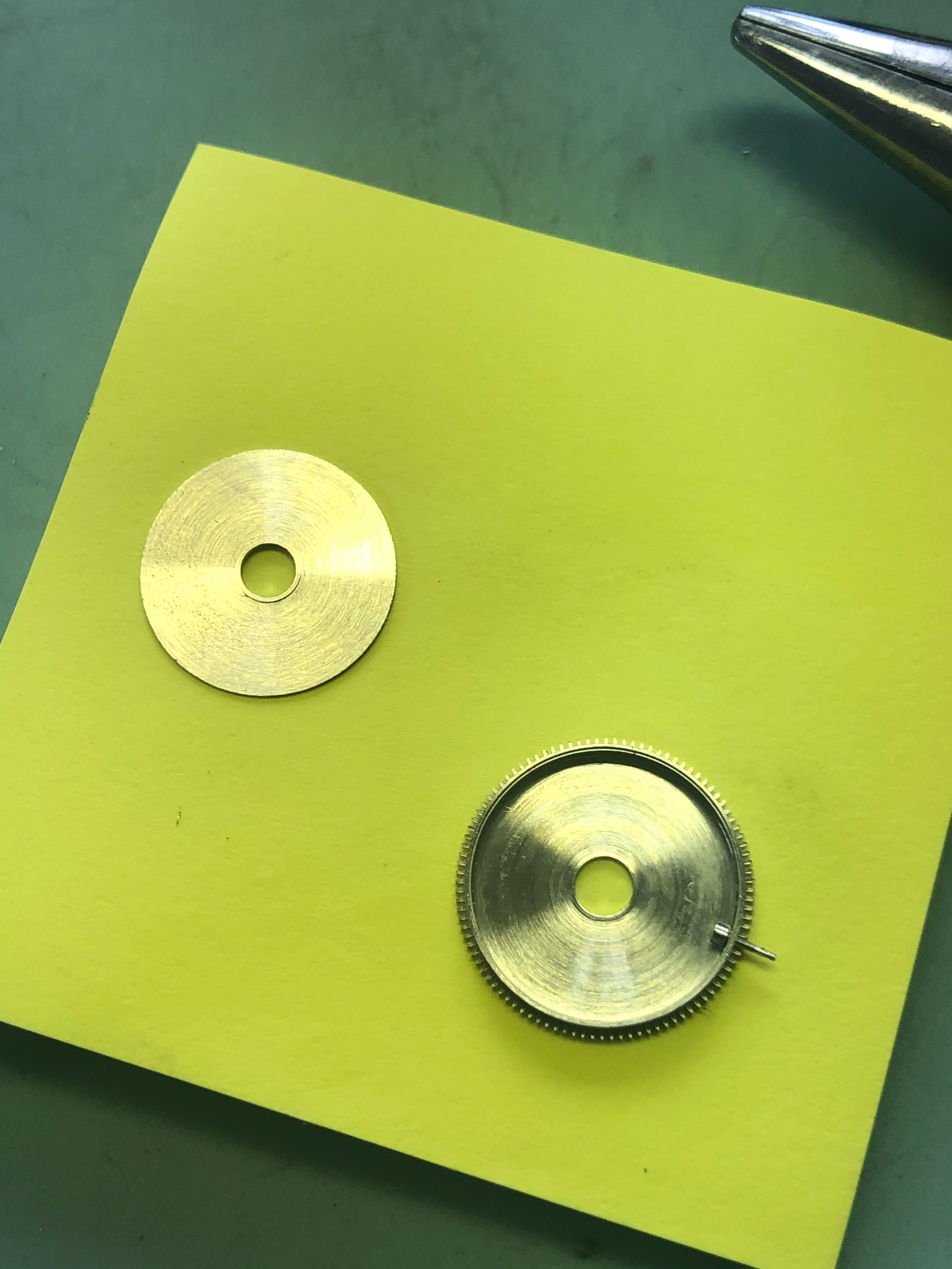
Tambour et couvercle du barillet. Le crochet est en place, il doit encore être usiné à sa forme définitive.

Etape du roulage (écrouissage) des pivots du rouage.

Les pignons sont réalisés à partir d'ébauches. Ici le pignon de seconde.

Il s'agit ici de la machine à arrondir de mon arrière-grand-père.

Les ébauches de roues utilisées sont intentionnellement choisies légèrement plus grandes en diamètre. Avec la machine on vient diminuer les dents jusqu'à ce qu'elle s'adaptent au pignon avec lequel elles travailleront.

Contrôle de la pénétration des dentures du rouage.

Contrôle des dentures agrandi au projecteur de profil.

Finition de la denture à la fraise Ingold. L'avantage de cet outil est d'usiner dans le sens de roulement du rouage. Les marques d'usinage sont alors dans le bon sens.

Il faut souvent commencer par réaliser des outils pour faire certaines opérations. Ici l'anglage des roues.
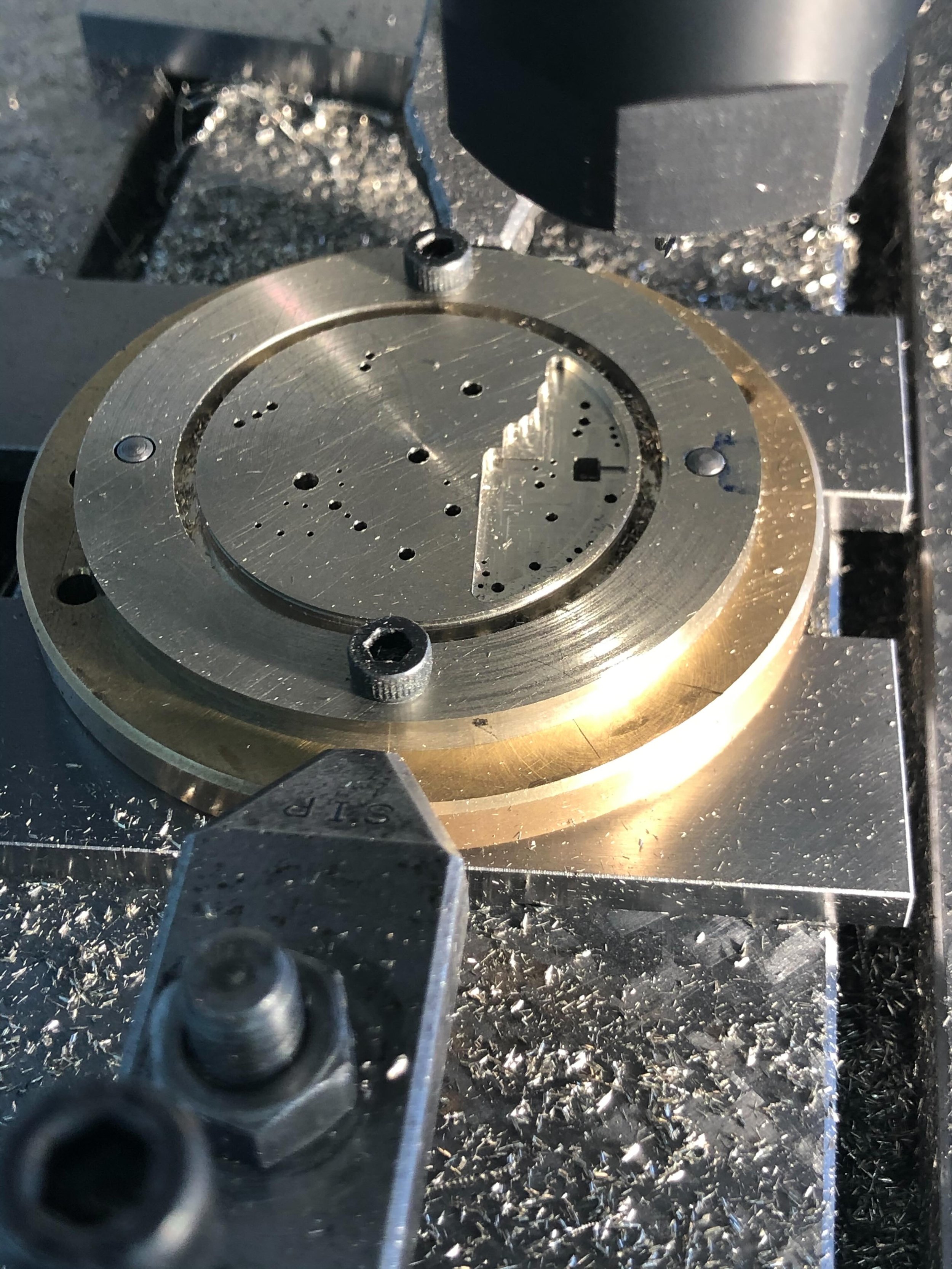
L'usinage de la platine en cours sur une machine à pointer. Commandes manuelles.

Les noyures des roues dans la platine sont centrées puis usinées sur un tour.

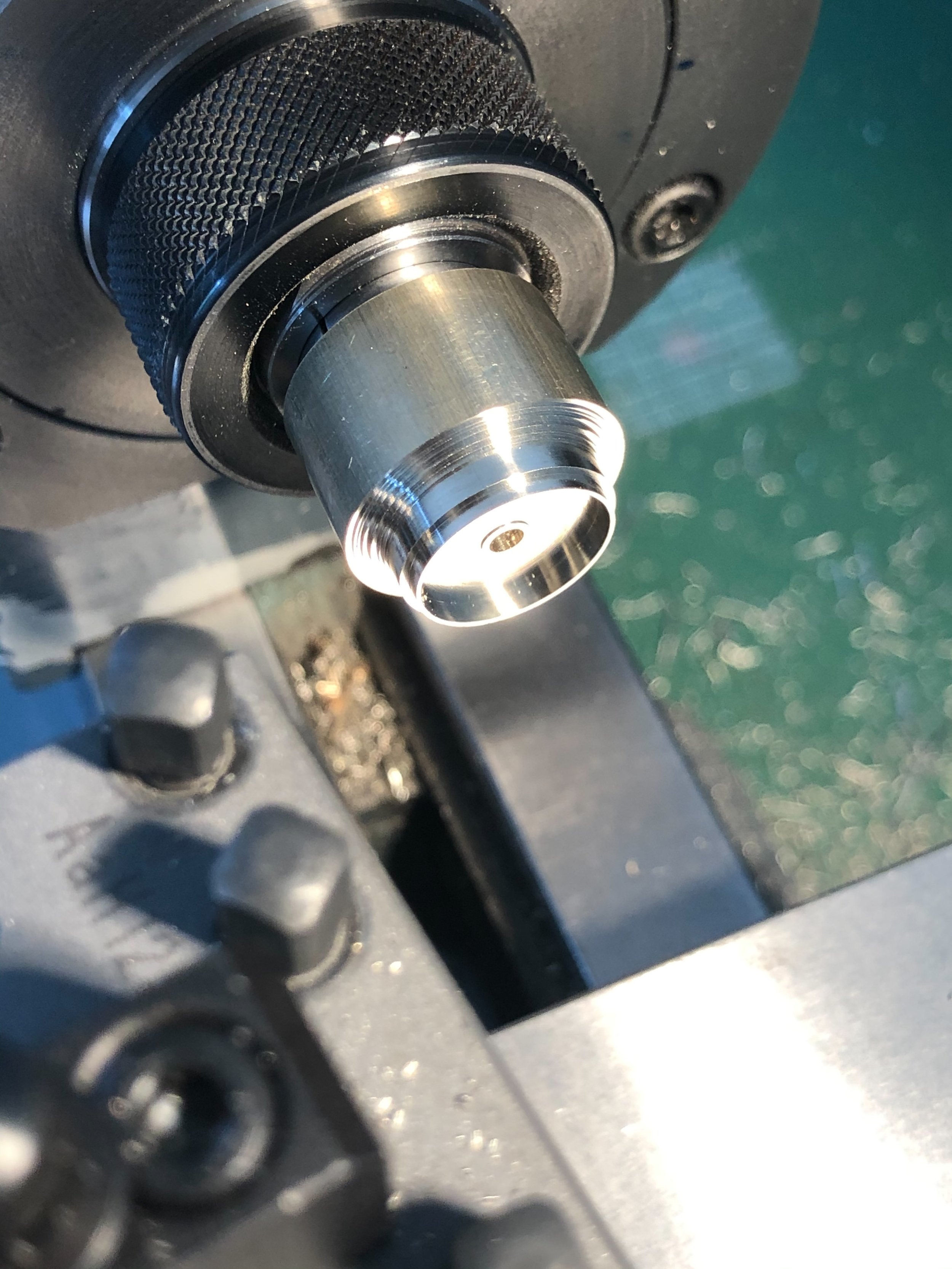
L'usinage du noyau de bascule de remontoir au tour.

Après la trempe, le revenu.

Polissage de la pièce.

Le remontoir est assemblé